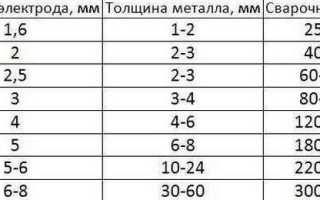
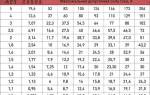
В статье представлена таблица с диаметром электрода, толщиной металла и сварочным током — ключевыми параметрами для импульсно-дуговой сварки. Правильный выбор этих характеристик обеспечивает качественное соединение металлов, снижая риск дефектов и увеличивая прочность шва. Статья будет полезна новичкам и опытным сварщикам, так как содержит рекомендации по выбору электродов для сварочных инверторов и объясняет различия между марками и диаметрами, что поможет сделать осознанный выбор в зависимости от задач.
Как правильно варить инверторной сваркой для начинающих: переменный и постоянный ток, сечение кабеля
Чтобы шов был аккуратным и качественным, в его завершении выполните несколько колебательных движений к металлической наплавке.
Если вы решили заниматься сваркой и выбрали инверторный аппарат, ознакомьтесь с основами его работы.
Помните: освоить технологию сварки инвертором легко и не требуется значительного опыта или специальных навыков.
Эксперты в области сварочных технологий подчеркивают важность правильного выбора диаметра электрода, толщины металла и сварочного тока при импульсно-дуговой сварке. Они отмечают, что диаметр электрода должен соответствовать толщине свариваемого материала, чтобы обеспечить качественное соединение. Например, для тонких металлов рекомендуется использовать электроды меньшего диаметра, что позволяет избежать перегрева и деформации.
Сварочный ток также играет ключевую роль: его значение должно быть оптимально подобрано в зависимости от типа электрода и толщины металла. Неправильный ток может привести к недостаточной проплавке или, наоборот, к образованию шлака и пор. Эксперты советуют проводить предварительные испытания и учитывать специфику каждого проекта, чтобы достичь наилучших результатов. Таким образом, грамотный подход к выбору параметров сварки обеспечивает надежность и долговечность сварных соединений.

Техника безопасности
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
| Диаметр электрода (мм) | Толщина металла (мм) | Сварочный ток (А) |
|---|---|---|
| 1,0 | 0,5 – 1,0 | 20 – 40 |
| 1,2 | 1,0 – 2,0 | 30 – 60 |
| 1,6 | 2,0 – 3,0 | 50 – 100 |
| 2,0 | 3,0 – 4,0 | 80 – 140 |
| 2,5 | 4,0 – 6,0 | 120 – 200 |
| 3,2 | 6,0 – 8,0 | 180 – 280 |
Интересные факты
Вот несколько интересных фактов, связанных с темой импульсно-дуговой сварки, диаметром электрода, толщиной металла и сварочным током:
-
Оптимизация сварочного процесса: В импульсно-дуговой сварке использование различных диаметров электрода позволяет значительно улучшить качество шва. Например, более тонкие электроды лучше подходят для сварки тонких материалов, так как они обеспечивают более точный контроль над тепловложением и минимизируют риск перегрева.
-
Влияние толщины металла: При сварке толстых металлов (более 10 мм) часто требуется использование более мощного сварочного тока и больших диаметров электрода. Это связано с необходимостью достижения достаточной глубины проплавления, чтобы обеспечить прочное соединение. Однако слишком высокий ток может привести к образованию дефектов, таких как поры или трещины.
-
Импульсный режим: Импульсно-дуговая сварка позволяет варить материалы с различной толщиной, используя один и тот же электрод. В этом режиме сварочный ток периодически изменяется, что позволяет контролировать тепловложение и улучшает качество шва. Это особенно полезно при сварке нержавеющей стали и алюминия, где важно избежать перегрева и деформации материала.
Спецодежда
Оборудование
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).

Выбор параметров режима | Сварка и сварщик
Электроды делятся на универсальные и специализированные, предназначенные для сварки на постоянном или переменном токе.
Преимущества популярных марок электродов
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.
Сварочные электроды: классификация, маркировка, популярные марки, правила хранения, рекомендации — какие лучше выбрать для сварки различных металлов
Электрод в держателе должен быть перпендикулярен столу, затем угол наклона устанавливается на 30 градусов.
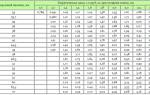
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину проплавления и производительность процесса в целом. Ток регулируют скоростью подачи сварочной проволоки.
Популярные марки
Для качественных швов выбирайте электроды, обеспечивающие надежное соединение материалов.
Сварочный газ – аргон или смеси?
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
Настройки сварочного аппарата для различных условий работы
При выполнении импульсно-дуговой сварки важным аспектом является правильная настройка сварочного аппарата в зависимости от диаметра электрода, толщины металла и требуемого сварочного тока. Эти параметры напрямую влияют на качество сварного шва, его прочность и долговечность.
Диаметр электрода играет ключевую роль в процессе сварки. Чем больше диаметр электрода, тем больше ток требуется для его эффективной работы. Например, для электродов диаметром 2,5 мм обычно используется ток в диапазоне 60-100 А, в то время как для электродов диаметром 4 мм ток может достигать 120-180 А. Это связано с тем, что более толстые электроды требуют большего количества энергии для создания необходимой температуры для плавления металла.
Толщина металла также является критически важным фактором. При сварке тонких металлов (до 3 мм) рекомендуется использовать электроды меньшего диаметра и более низкие значения сварочного тока, чтобы избежать перегрева и прожога. Для толстых металлов (более 5 мм) необходимо применять электроды большего диаметра и увеличивать ток, чтобы обеспечить полное проплавление шва и избежать недостаточной прочности соединения.
Импульсно-дуговая сварка, в отличие от обычной, позволяет более точно контролировать параметры сварки. Использование импульсного режима позволяет варить материалы с различной толщиной, не перегревая их. В этом режиме сварочный ток периодически изменяется, что позволяет избежать перегрева и улучшить качество шва. Например, при сварке стали толщиной 5-10 мм можно использовать импульсный режим с током 150-200 А, что обеспечит хорошее проплавление без риска деформации металла.
Кроме того, важно учитывать материал, который сваривается. Разные металлы требуют различных настроек. Например, для алюминия и его сплавов необходимо использовать более высокие токи и специальные электроды, так как алюминий имеет высокую теплопроводность и быстро рассеивает тепло.
В заключение, правильная настройка сварочного аппарата в зависимости от диаметра электрода, толщины металла и типа сварки является залогом успешного выполнения сварочных работ. Рекомендуется всегда следовать рекомендациям производителей оборудования и использовать таблицы, которые помогут определить оптимальные параметры для конкретных условий работы.

Вопрос-ответ
Как выбирают диаметр электрода при ручной дуговой сварке?
Диаметр электродов для ручной дуговой сварки. Опытные специалисты рекомендуют пользоваться специальной формулой: на каждый 1 мм электрода должно приходиться 30-40 А тока, т. е. Для стержня диаметром 3 мм нужен ток величиной 90-120 А.
Какую толщину металла можно варить электродом?
Толщина деталей. При толщине заготовок 2,5–3 мм для ММА сварки можно использовать электроды диаметром 3 мм. При работе с более толстыми заготовками (4–5 мм) сварщики, как правило, применяют стержни толщиной 3 или 4 мм. Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм.
Советы
СОВЕТ №1
При выборе диаметра электрода учитывайте толщину свариваемого металла. Для тонких материалов (до 5 мм) подойдут электроды диаметром 1.6-2.5 мм, а для более толстых (от 5 до 10 мм) лучше использовать электроды диаметром 3.2-4.0 мм.
СОВЕТ №2
Обратите внимание на сварочный ток: он должен соответствовать диаметру электрода и толщине металла. Например, для электрода диаметром 3.2 мм рекомендуется ток в диапазоне 100-140 А, что обеспечит качественное соединение.
СОВЕТ №3
Используйте импульсный режим сварки для работы с тонкими металлами, так как он позволяет избежать перегрева и деформации. Это особенно важно при сварке алюминия и нержавеющей стали.
СОВЕТ №4
Не забывайте о правильной подготовке к сварке: очистите поверхности от загрязнений и ржавчины, чтобы обеспечить хорошую адгезию и минимизировать риск образования дефектов в шве.