В статье рассмотрим аспекты нарезки резьбы плашками: диаметр, классификацию и разновидности плашек, а также их конструктивные особенности. Понимание этих факторов поможет выбрать инструменты для резьбовых соединений, что повысит качество сборки. Обсудим материалы плашек и рекомендации по подбору плашкодержателей, что сделает процесс нарезки более эффективным.
Какие технические характеристики имеет плашка для нарезки резьбы
Трубные исполнения резьбы отличаются от метрических и обозначаются символом G.
Создать резьбу в готовом металлическом отверстии или гайке можно за считанные секунды с помощью метчика. Этот инструмент формирует внутреннюю резьбу и корректирует существующую.
Метчики – не единственный инструмент для резьбы. В эту категорию входят плашки и клуппы, которые нарезают резьбу на внешней стороне детали. Однако сейчас сосредоточимся на метчиках.
Существует множество видов метчиков, о некоторых из которых даже опытные мастера могут не знать. Рассмотрим наиболее распространенные.
Выбор инструмента зависит от конкретных задач. Следуя приведенному алгоритму, это не составит труда.
Существует также третий тип метчиков – гаечные, предназначенные для нарезки резьбы в гайках.
Инструменты с правым углублением канавки чаще всего используются для создания резьбы в глухих отверстиях. Стружка выталкивается назад, предотвращая засорение.
Метчики с левосторонними винтовыми канавками предназначены для нарезки резьбы в сквозных отверстиях. Стружка выталкивается вперед, защищая только что созданную резьбу от повреждений.
В отличие от метрических, дюймовые метчики обозначаются в дюймах. Эта система пришла из США и Великобритании.

Основной шаг резьбы определяется количеством ниток (или витков) на 1 дюйм. Чем выше это значение, тем мельче шаг резьбы.
Среди дюймовых метчиков особое внимание стоит уделить инструментам для нарезки резьбы в трубных соединениях, часто используемых в системах водоснабжения.
Размеры таких метчиков традиционно указываются в дюймах. Однако со временем система обозначений перестала соответствовать реальным размерам, поэтому для выбора инструмента для трубной резьбы используются таблицы (по ГОСТ 6357-81 и ГОСТ 6111-81).
- Работа должна выполняться только с исправным и острым инструментом.
- Перед началом работ металлическая труба должна быть подготовлена: необходимо удалить старую краску, ржавчину и грязь, очистив поверхность до “голого” металла.
- На торце трубы с помощью напильника или болгарки создается наружная фаска.
- Во время нарезки витков необходимо периодически смазывать резцы и рабочую поверхность трубы. Для этого используются смазочные жидкости или специальные составы, которые наносятся как перед началом работы, так и в процессе.
Эксперты в области механической обработки подчеркивают важность правильного выбора диаметра для нарезки резьбы плашкой. Они отмечают, что использование таблиц, содержащих стандарты и рекомендации по диаметрам, значительно упрощает процесс. Разнообразие приспособлений, таких как ручные и электрические плашкодержатели, позволяет выбрать оптимальный инструмент в зависимости от конкретной задачи. Специалисты рекомендуют учитывать не только диаметр, но и материал, из которого изготовлена деталь, а также тип резьбы. Правильный выбор инструмента и соблюдение рекомендаций по диаметрам способствуют повышению качества нарезки и увеличению срока службы как плашек, так и обрабатываемых деталей.

ГОСТ 19258-73 Стержни под нарезание метрической резьбы. Диаметры
Если большая пластина обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками.
| Диаметр заготовки (мм) | Диаметр плашки (мм) | Рекомендуемый тип приспособления |
|---|---|---|
| 6-8 | M6-M8 | Ручной плашкодержатель |
| 10-12 | M10-M12 | Ручной плашкодержатель, воротковый ключ |
| 14-20 | M14-M20 | Воротковый ключ, машинный плашкодержатель |
| 22-30 | M22-M30 | Машинный плашкодержатель, станок |
| 32-42 | M32-M42 | Машинный плашкодержатель, станок с подачей |
| >42 | >M42 | Специализированный станок |
Интересные факты
Вот несколько интересных фактов о диаметре для нарезки резьбы плашкой и связанных с этим приспособлениях:
-
Стандарты резьбы: Существуют международные стандарты для резьбы, такие как ISO и UNC/UNF, которые определяют размеры и параметры резьбы. Это позволяет использовать плашки и другие инструменты для нарезки резьбы с высокой точностью и совместимостью между различными производителями.
-
Разнообразие плашек: Плашки бывают разных форм и конструкций, включая прямые, скошенные и регулируемые. Каждая из них предназначена для определенных условий работы и типов материалов, что позволяет добиться оптимального результата при нарезке резьбы.
-
Материалы для плашек: Плашки изготавливаются из различных материалов, включая углеродную сталь, легированные стали и твердые сплавы. Использование высококачественных материалов позволяет увеличить срок службы инструмента и улучшить качество нарезаемой резьбы, что особенно важно в промышленности и машиностроении.

Конструкция
Для нарезки резьбы одной лерки недостаточно. Понадобится плашкодержатель для зажима и удержания корпуса плашки.
Это устройство подходит для мелких, средних и крупных резьб. Плашка помещается в держатель и фиксируется винтом.
- Разметьте на детали место для отверстия. Установите керн на пересечении линий.
- Ударом молотка отметьте место для отверстия.
- Закрепите сверло в патроне электродрели, установите низкие обороты, смажьте сверло и просверлите отверстие.
- Сверлом большего диаметра снимите фаску.
- Вставьте черновой метчик с квадратной головкой в вороток и зажмите его.
- Вращая вороток обеими руками, нарежьте резьбу с шагом М12.
- Для проверки вкрутите в нарезанную резьбу болт М12. Он должен закручиваться легко, но не болтаться.
Виды плашек для нарезания резьбы — технические характеристики и свойства плашек
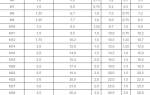
| Резьба | Сечение отверстия, мм |
| М1,0 | 0,75 |
| М1,2 | 0,95 |
| М1,4 | 1,1 |
| М1,7 | 1,35 |
| М2,0 | 1,6 |
| М2,3 | 1,9 |
| М2,6 | 2,15 |
| М2х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
Ею делается не меньше, чем полных два витка, направление которых совпадает с направлением резьбы.

Как делать резьбу с помощью плашки
Для высокой точности нарезки резьбы рекомендуется использовать разрезную плашку. Этот инструмент имеет стопорные винты, позволяющие регулировать диаметр резьбы в процессе нарезания.
Нарезание резьбы
Метчики для нарезания резьбы: виды, таблицы размеров, требования ГОСТ
| Размер | Шаг (основной) |
|---|---|
| М3 | 0.5 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1 |
| М7 | 1 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14 | 2 |
| М16 | 2 |
| М18 | 2.5 |
| М20 | 2.5 |
| М22 | 2.5 |
| М24 | 3 |
| М27 | 3 |
| М30 | 3.5 |
| М33 | 3.5 |
Несоблюдение этих параметров может привести к образованию некачественной резьбы и быстрому износу или повреждению резьбонарезного инструмента.
Левая плашка
Объяснить это просто. Мы привыкли, что все вращение направлено по часовой стрелке. И если винт будет правым, то элемент будет постоянно раскручиваться.
По внешнему виду все подобные левые инструменты ничем не отличаются от стандартных. Различие заключается только в маркировке, на левых всегда стоит «LH».
Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
Это связано со стопорным кольцом, которое регулирует диаметр конструкции.
Некоторые технические характеристики
- Левые плашки применяют для получения левонаправленной резьбы. Сегодня они используются крайне редко. Для обозначения инструмента наносится обозначение «LH». Подобная резьба требуется в том случае, когда элемент постоянно находится во вращении при эксплуатации.
- Трубные варианты исполнения отличаются от метрических, для обозначения на поверхность корпуса наносится символ «G».
- Для получения резьбы под конус применяется инструмент трубный конический. Чаще всего применяется на производственных линиях по выпуску станков или топливных трубопроводов. Обозначается путем нанесения на поверхность корпуса буквы «К».
При выборе инструмента следует уделить внимание и понятию шага — расстояние, образующееся между двумя соседними витками. Стоить учитывать, что плашка имеет основной и дополнительный шаг.
- ручными, для выполнения метрической (М1-М68), дюймовой – ¼-2ʺ, трубной – 1/8-2ʺ;
- машинно-ручными – насадки на сверлильные и прочие станки, используются для тех же размеров, что и ручные;
- гаечными, которые позволяют нарезать сквозной вариант для тонких деталей, с номинальными размерами 2-33 мм.
- Под нарезание метрической резьбы используют комплект стержней – метчиков:
- черновой, имеющий удлиненную заборную часть, состоящую из 6-8 витков, и маркирующийся одной риской у основания хвостовика;
- средний – с заборной частью средней длины в 3,5-5 витков, и маркировкой в виде двух рисок;
- чистовой имеет заборную часть всего в 2-3 витка, без рисок.
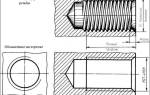
Профиль
Таблица выше показывает результаты расчетов диаметров отверстий для резьбы по ГОСТ 19257-73. Она включает размеры от 1 до 1,8 мм с различными шагами.
Методика нарезания
Для охлаждения и смазывания поверхностей в процессе резки важно использовать смазочные материалы: машинное мало, олифу, керосин и тому подобные. Неправильно подобранная смазка может привести к некачественному результату нарезки.
Направление резьбы
Результаты расчетов представлены в таблице диаметров отверстий для резьбы, составленной по ГОСТ 19257-73, для размеров от 1 до 1,8 мм с малым и основным шагами.
Как нарезать правильно
Подготовка
Процесс нарезки
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Ошибки при нарезке резьбы и способы их предотвращения
Нарезка резьбы плашкой – это процесс, требующий высокой точности и аккуратности. Ошибки, возникающие в ходе этого процесса, могут привести к повреждению как самого изделия, так и инструмента. Рассмотрим наиболее распространенные ошибки и способы их предотвращения.
1. Неправильный выбор диаметра плашки
Одной из самых распространенных ошибок является использование плашки неправильного диаметра. Это может привести к тому, что резьба будет либо слишком свободной, либо слишком тугой. Для предотвращения этой ошибки необходимо заранее определить нужный диаметр резьбы, используя таблицы, которые показывают соответствие между диаметром стержня и размером плашки.
2. Неправильная установка плашки
Если плашка установлена под неправильным углом, это может привести к перекосу резьбы. Чтобы избежать этого, следует использовать специальные приспособления для установки плашки, которые обеспечивают правильный угол и положение. Также важно следить за тем, чтобы плашка была надежно закреплена в держателе.
3. Недостаточное смазывание
Нарезка резьбы без смазки может привести к перегреву инструмента и ухудшению качества резьбы. Использование специальной смазки для резьбы поможет снизить трение и улучшить качество нарезки. Рекомендуется применять смазочные жидкости, которые предназначены именно для работы с металлом.
4. Неправильная скорость нарезки

Слишком высокая скорость нарезки может привести к перегреву и повреждению как плашки, так и обрабатываемого материала. С другой стороны, слишком низкая скорость может вызвать затупление инструмента. Оптимальная скорость зависит от материала и диаметра резьбы, поэтому важно заранее ознакомиться с рекомендациями производителей.
5. Игнорирование проверки резьбы
После нарезки резьбы важно проверить ее на соответствие стандартам. Игнорирование этого этапа может привести к тому, что резьба не подойдет для дальнейшего использования. Рекомендуется использовать специальные шаблоны или гайки для проверки качества нарезанной резьбы.
Соблюдение этих рекомендаций поможет избежать распространенных ошибок при нарезке резьбы плашкой и обеспечит высокое качество выполненной работы. Правильный подход к процессу нарезки резьбы не только увеличит срок службы инструмента, но и повысит эффективность работы в целом.
Вопрос-ответ
Какую резьбу нарезают плашкой?
Плашки могут быть цельными, разрезными, раздвижными, иметь круглую, квадратную или шестигранную форму. Как видим по таблице, для нарезки резьбы М6 нам необходим прут диаметром 5,8 мм. При более высоких диаметрах резьб есть допустимое минимальное и максимальное значение толщины прута.
Как рассчитать диаметр для нарезки резьбы?
Для метрической резьбы можно использовать классический «дедовский» метод подбора сверла без использования таблицы. Формула расчета: из номинального диаметра резьбы нужно вычесть его шаг. Например, номинальный диаметр составляет 8 мм, шаг 1,25 мм, соответственно диаметр сверла требуется равный 6,75 мм (6,8 мм).
Как понять размер плашки?
В метрических маркировках присутствует литера «М», а цифра рядом означает диаметр резьбы (М8, М16, М22 и так далее до 72 мм). Таких же размеров бывают и диаметры плашек. Другие цифры означают шаг резьбы, наклон конусности.
Какая плашка нужна для 32 трубы?
Для трубы диаметром 32 мм используется плашка с маркировкой «G 1 1/4».
Советы
СОВЕТ №1
Перед началом нарезки резьбы обязательно проверьте диаметр и шаг резьбы, которые указаны в таблице. Это поможет избежать ошибок и обеспечит точное соответствие между резьбой и используемым крепежом.
СОВЕТ №2
Используйте качественные плашки и инструменты для нарезки резьбы. Это не только продлит срок службы ваших инструментов, но и обеспечит более чистую и точную нарезку, что особенно важно для ответственных соединений.
СОВЕТ №3
Не забывайте о смазке при нарезке резьбы. Использование масла или специальной смазки уменьшит трение и износ инструмента, а также улучшит качество нарезки, предотвращая заедание плашки.
СОВЕТ №4
Если вы новичок в нарезке резьбы, начните с мягких металлов, таких как алюминий или медь, прежде чем переходить к более твердым материалам. Это поможет вам освоить технику и уверенность в своих навыках.


