В статье рассмотрим перевод шероховатости поверхности из одного измерения в другое, а именно, как преобразовать значения Rz в Ra с помощью таблицы. Эти параметры важны для различных отраслей, включая производство обуви, где качество поверхности влияет на долговечность и комфорт изделия. Обсудим также условия, влияющие на точность измерений, что поможет специалистам точнее оценивать характеристики материалов и поддерживать высокие стандарты качества.
Шероховатость поверхности. Параметры, обозначение шероховатости
К параметрам шероховатости относятся средний шаг неровностей профиля Sm, средний шаг локальных выступов S и относительная опорная длина профиля tp.
При обработке деталей на их поверхности образуются неровности в виде выступов и впадин, называемые шероховатостью.
- Шероховатость может негативно влиять на сопряжение деталей, вызывая смятие или интенсивный износ выступов.
- Ухудшается жесткость соединений в стыковых местах.
- Шероховатость валов разрушает уплотнения в контакте.
- Неровности служат концентраторами напряжений, снижая усталостную прочность деталей.
- Шероховатость влияет на герметичность соединений и качество гальванических и лакокрасочных покрытий.
- Она также влияет на точность измерений.
- На грубо обработанных поверхностях активно развивается коррозия металла.
Шероховатость поверхности — совокупность неровностей с небольшими шагами, выделяемая с помощью базовой длины (по ГОСТ 25142-82).
Базовая линия — линия заданной геометрической формы, проведенная относительно профиля для оценки геометрических параметров поверхности.
Базовая длина l — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности. Числовые значения базовой длины l: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Средняя линия профиля m — базовая линия, имеющая форму номинального профиля, проведенная так, чтобы среднее квадратичное отклонение профиля от этой линии в пределах базовой длины было минимальным (рис. 1 а).
Линия выступов профиля — линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины (рис. 1 б).
Уровень сечения профиля — расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля.
б)
Рисунок 1 – Схемы для определения терминов, обозначающих элементы профиля поверхности:а – выступы и впадины профиля; б – линии выступов и линии впадин профиля

Эксперты в области машиностроения и обработки материалов подчеркивают важность правильного перевода шероховатости поверхности из одного параметра в другой, особенно при переходе от Rz к Ra. Они отмечают, что Rz, представляющий собой максимальную высоту неровностей, и Ra, среднее арифметическое значений шероховатости, имеют разные физические значения и могут влиять на функциональные характеристики деталей. В таблицах перевода, которые разработаны на основе эмпирических данных, можно найти коэффициенты, позволяющие осуществить этот переход с учетом специфики материала и технологии обработки. Однако эксперты предупреждают, что в особых условиях, таких как высокие нагрузки или агрессивные среды, необходимо учитывать дополнительные факторы, чтобы избежать ошибок в оценке качества поверхности. Правильный выбор параметров шероховатости может существенно повлиять на долговечность и надежность изделий.

Шероховатости поверхности: Ra, Rz, параметры, обозначение, виды
число шагов неровностей в пределах базовой длины; Smi шаг неровностей профиля, равный длине отрезка средней линии профиля, ограничивающей неровность профиля.
Если для определения шероховатости выбран участок поверхности длиной l, другие неровности (например, волнистость), имеющие шаг больше l, не учитывают.
Длина оценки L — длина, на которой оценивают шероховатость. Она может содержать одну или несколько базовых длин /. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Параметры шероховатости. Согласно ГОСТ 2789-73* шероховатость поверхности изделий независимо от материала и способа изготовления можно оценивать следующими параметрами (рис. 15):
Рис. 16. Схемы к определению параметров шероховатости: а, б — профиль; в — базовая длина; средняя (г) и центральная (д) линии профиля; е — местные выступы и впадины профиля; ж — выступы и впадины профиля, шаги
Обозначение шероховатости поверхности.Обозначение шероховатости поверхности и правила их нанесения на чертежах устанавливает ГОСТ 2.309-73 (с учетом изменений за 2002 г.).
1. Среднее арифметическое отклонение профиля Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
п — число выбранных точек профиля на базовой длине; у — расстояние между любой точкой профиля и средней линией (отклонение профиля).
2. Высота неровностей профиля по десяти точкам Rz — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:

где Himax,Hjmin определяются относительно средней линии; hjmax, himin — относительно произвольной прямой, параллельной средней линии и не пересекающей профиль.
Наибольшая высота неровностей профиля Rmax — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Средний шаг неровностей профиля Sm — среднее арифметическое значение шага неровностей профиля в пределах базовой длины:
где Smi — шаг неровностей профиля, равный длине отрезка средней линии, заключенного между точками пересечения смежных выступов и впадин профиля со средней линией.
5. Средний шаг неровностей профиля по вершинам S — среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины:
где Si — шаг неровностей профиля, равный длине отрезка средней линии, заключенного между проекциями на нее наивысших точек двух соседних местных выступов профиля.
р — опорная длина профиля — сумма длин отрезков bi отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии т в пределах базовой длины (рис. 15):
Обозначение шероховатости на чертежах. ГОСТ 2.309-73* устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий.
На рис. 18. приведена структура обозначения шероховатости. При обозначении шероховатости только по параметру применяют знак без полки.
Примеры обозначения шероховатости на чертежах приведены на рис. 19. В обозначении числового значения параметра Ra символ не указывается.
0,03 мм на ЭЭ станке модели EXC100L полученная за два прохода шероховатость поверхности R2 = 0,40 мкм (Ra = 0,08 мкм) при точности по шагу ± 0,8 мкм.
При указании двух или более параметров шероховатости их числовые значения записывают сверху вниз в последовательности: параметр высоты неровностей профиля Ra; параметр шага неровностей S (Sm); относительная опорная длина профиля
Часть поверхностей не подлежит обработке по данному чертежу; шероховатость этих поверхностей на чертеже не указывают, а знак без указания числового значения шероховатости выносят в правый верхний угол чертежа перед знаком шероховатости / в скобках
Шероховатость рабочих поверхностей зубьев зубчатых колес, если на чертеже не приведен их профиль, наносят на линии делительной окружности, а для глобоидных червяков и сопряженных с ними колес — на линии расчетной окружности
Если параметры Ra, Rz, Rmax определены на базовой длине в соответствии с ГОСТ 2789-73*, то эти базовые длины не указываются в требованиях к шероховатости (рис. 19, б).
При указании двух и более параметров шероховатости поверхности значения параметров записывают сверху вниз в следующем порядке: высота неровностей профиля, шаг неровностей профиля, относительная опорная длина профиля (рис. 19, а).
Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа (рис. 19, в).
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
| Параметр Ra (мкм) | Параметр Rz (мкм) | Особые условия |
|---|---|---|
| 0.025 | 0.1 | Обработка высокой точности, полировка |
| 0.05 | 0.2 | Точная обработка, шлифование |
| 0.1 | 0.4 | Средняя точность обработки, фрезерование |
| 0.2 | 0.8 | Грубая обработка, точение |
| 0.4 | 1.6 | Очень грубая обработка, литье |
| 0.8 | 3.2 | Сверхгрубая обработка, ковка |
| 1.6 | 6.4 | Исключительно грубая обработка |
Интересные факты
Вот несколько интересных фактов, связанных с переводом шероховатости Rz в Ra и особенностями этого процесса:

-
Методы измерения: Шероховатость поверхности может измеряться различными методами, и Rz (максимальная высота неровностей) и Ra (среднее арифметическое шероховатости) являются двумя из самых распространенных параметров. Перевод между ними не всегда прямолинеен, так как Rz учитывает максимальные пики и впадины, в то время как Ra представляет собой среднее значение, что может привести к различиям в интерпретации шероховатости.
-
Стандарты и таблицы: Существуют специальные таблицы и стандарты, такие как ISO 4287 и ISO 1302, которые помогают инженерам и технологам переводить значения Rz в Ra и наоборот. Эти стандарты учитывают различные условия обработки и материалы, что делает их важными инструментами для обеспечения качества поверхности в производстве.
-
Влияние на свойства материалов: Шероховатость поверхности напрямую влияет на такие характеристики, как трение, износостойкость и адгезия. Например, более высокая шероховатость (высокие значения Rz) может улучшить сцепление в некоторых приложениях, но также может привести к повышенному износу. Поэтому правильный перевод и понимание этих параметров критически важны для оптимизации процессов обработки и повышения долговечности изделий.

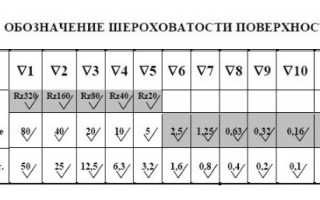
Rz 80 шероховатость – Ra, Rz, параметры, обозначение, виды
| Класс шероховатости | Базовая длина l, мм | Ra предпочт., мкм | Ra допустимые, мкм | Rz, мкм |
| 1 | 8,0 | 50 | 80; 63; 40 | 320; 250; 200; 160 |
| 2 | 8,0 | 25 | 40; 32; 20 | 160; 125; 100; 80 |
| 3 | 8,0 | 12,5 | 20; 16,0; 10,0 | 80; 63; 50; 40 |
| 4 | 2,5 | 6,3 | 10,0; 8,0; 5,0 | 40; 32; 25; 20 |
| 5 | 2,5 | 3,2 | 5,0; 4,0; 2,5 | 20; 16; 12,5; 10,0 |
| 6 | 0,8 | 1,6 | 2,5; 2,0; 1,25 | 10,0; 8,0; 6,3 |
| 7 | 0,8 | 0,80 | 1,25; 1,00; 0,63 | 6,3; 5,0; 4,0; 3,2 |
| 8 | 0,8 | 0,40 | 0,63; 0,50; 0,32 | 3,2; 2,5; 2,0; 1,60 |
| 9 | 0,25 | 0,20 | 0,32; 0,25; 0,160 | 1,60; 1,25; 1,00; 0,80 |
| 10 | 0,25 | 0,10 | 0,160; 0,125; 0,080 | 0,80; 0,63; 0,50; 0,40 |
| 11 | 0,25 | 0,050 | 0,080; 0,063; 0,040 | 0,40; 0,32; 0,25; 0,20 |
| 12 | 0,25 | 0,025 | 0,040; 0,032; 0,020 | 0,20; 0,16; 0,125; 0,100 |
| 13 | 0,08 | 0,012 | 0,020; 0,016; 0,010 | 0,100; 0,080; 0,063; 0,050 |
| 14 | 0,08 | 0,012 | 0,010; 0,008 | 0,050; 0,040; 0,032 |
Базовая линия — это линия, заданная определенной геометрической формой, проведенная относительно профиля для оценки геометрических характеристик поверхности.
Что такое шероховатость поверхности?
При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
- Грубая, когда шероховатости видны невооруженным глазом. Получается вследствие ручной обработки при помощи крупного напильника или при использовании фрез, ножей, сверл на первичном этапе машинной обработки.
- Получистая, когда неровности едва заметны или незаметны при визуальном осмотре. Достигается при использовании ручного мелкоабразивного напильника или специализированного станка в качестве чистовой обработки.
- Чистая, когда дефекты поверхности различимы только при использовании дополнительных инструментов. Получается при чистовой обработке бархатным напильником или при использовании специального шлифовального агрегата.
- Очень чистая, когда неровности поверхности отсутствуют практически полностью. Достигается в результате использования притирки или при высокоточной ручной шлифовке напильниками с минимальной степенью абразивности. Этот класс чистоты обработки металла считается эталонным.

2.3. Шероховатость поверхности
| Допуск по размерам в зависимости от классов точности | Допуск по форме, % от допуска по размеру | Номинальные размеры, мм | |||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | ||
| IT5 | 100 60 40 | 0.4 0.2 0.1 | 0.8 0.4 0.2 | 1.6 0.8 0.4 | 1.6 0.8 0.4 |
| IT6 | 100 60 40 | 0.8 0.4 0.2 | 1.6 0.8 0.4 | 1.6 0.8 0.4 | 3.2 1.6 0.8 |
| IT7 | 100 60 40 | 1.6 0.8 0.4 | 3.2 1.6 0.8 | 3.2 1.6 0.8 | 3.2 3.2 1.6 |
| IT8 | 100 60 40 | 1.6 0.8 0.4 | 3.2 1.6 0.8 | 3.2 3.2 1.6 | 3.2 3.2 1.6 |
| IT9 | 100 60 40 | 3.2 1.6 0.8 | 3.2 3.2 1.6 | 6.3 3.2 1.6 | 6.3 6.3 3.2 |
| IT10 | 100 60 40 | 3.2 1.6 0.8 | 6.3 3.2 1.6 | 6.3 3.2 1.6 | 6.3 6.3 3.2 |
| IT11 | 100 60 40 | 6.3 3.2 1.6 | 6.3 3.2 1.6 | 12.5 6.3 3.2 | 12.5 6.3 3.2 |
| IT12; IT13 | 100 60 40 | 12.5 12.5 6.3 | 12.5 12.5 6.3 | 25 25 12.5 | 25 25 12.5 |
| IT14; IT15 | 100 60 40 | 12.5 12.5 12.5 | 25 25 12.5 | 50 50 25 | 50 50 25 |
Базовая линия — это линия, заданная для определенной геометрической формы, проведенная относительно профиля для оценки геометрических характеристик поверхности.
Классификация поверхностей
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
Методы измерения шероховатости поверхности
Шероховатость поверхности является важным параметром, который влияет на функциональные характеристики изделий, таких как трение, износ, адгезия и эстетические качества. Существует несколько методов измерения шероховатости, каждый из которых имеет свои особенности и области применения.
Наиболее распространенными методами измерения шероховатости являются:
- Контактные методы: Эти методы основаны на использовании механических датчиков, которые скользят по поверхности изделия. Наиболее известным из них является метод профилометра, который измеряет высоту неровностей поверхности относительно средней линии. Контактные методы обеспечивают высокую точность, но могут быть ограничены в случае хрупких или мягких материалов.
- Бесконтактные методы: Включают в себя оптические и лазерные технологии, которые позволяют измерять шероховатость без физического контакта с поверхностью. Эти методы особенно полезны для хрупких материалов или сложных геометрий, где контактные методы могут повредить поверхность. Они обеспечивают высокую скорость измерения и могут использоваться для анализа больших площадей.
- Методы сканирующей электронной микроскопии (СЭМ): Эти методы позволяют получить изображения поверхности на наноуровне, что делает их идеальными для исследования микроструктуры и шероховатости. Однако они требуют сложного оборудования и значительных затрат времени.
Каждый из этих методов имеет свои преимущества и недостатки, и выбор конкретного метода зависит от требований к точности, типу материала и условиям эксплуатации изделия.
Важно отметить, что для получения сопоставимых результатов измерений шероховатости необходимо учитывать стандарты, такие как ISO 4287 и ISO 1302, которые описывают методы и параметры измерения шероховатости. Эти стандарты помогают унифицировать подходы к измерению и обеспечивают согласованность результатов.
В заключение, выбор метода измерения шероховатости поверхности должен основываться на конкретных требованиях к изделию и условиях его эксплуатации. Понимание различных методов и их применения поможет инженерам и технологам более эффективно контролировать качество поверхности и улучшать характеристики готовой продукции.
Вопрос-ответ
Как соотносятся RA и RZ?
Rz – это высота неровностей профиля по 10 точкам, в то время как Ra – это среднее арифметическое отклонение профиля.
Что такое шероховатость Ra?
Шероховатостью называется совокупность всех микронеровностей, образующих рельеф поверхности детали. Ra — это среднее арифметическое отклонение профиля, R2 — высота неровностей профиля по 10 точкам. Применение параметра Ra предпочтительно при обозначении шероховатости на чертежах.
Советы
СОВЕТ №1
Перед началом перевода значений шероховатости Rz в Ra, убедитесь, что вы понимаете, что эти параметры измеряют разные аспекты шероховатости поверхности. Rz отражает максимальную высоту неровностей, а Ra — среднее арифметическое высот неровностей. Это поможет вам правильно интерпретировать результаты.
СОВЕТ №2
Используйте таблицы и графики для перевода значений Rz в Ra. Они могут значительно упростить процесс и помочь избежать ошибок при ручных расчетах. Обратите внимание на диапазоны значений, так как они могут варьироваться в зависимости от материала и технологии обработки.
СОВЕТ №3
При работе с особенными условиями, такими как специфические требования к шероховатости для определенных отраслей, всегда уточняйте стандарты и рекомендации. Это поможет избежать недоразумений и обеспечит соответствие требованиям качества.
СОВЕТ №4
Не забывайте о важности регулярной калибровки измерительных инструментов. Точные измерения шероховатости критически важны для обеспечения качества продукции, поэтому следите за состоянием оборудования и проводите его проверку в соответствии с установленными графиками.